6 Sigma and DMAIC
Six Sigma builds upon many of the successful elements of previous quality improvement methodologies provided by people like Frederick Taylor, William Edward Deming, Walter Shewhart and Dr. Joseph Moses Juran . Compared to other quality management and improvement systems, Six Sigma stands out as a methodology for identifying the causes of specific quality problems and solving those problems using defined tools.
What is Six Sigma?
Six Sigma is an approach to continuous improvement that seeks to review and upgrade an organizations processes, in order to increase organization profitability by providing increased customer value at a lower cost. Six Sigma combines – programme management- project management-problem solving techniques and statistical analysis.
The sigma defect measurement was created in the early 1980s as a standardized quality metric that could be applied to any product or Process regardless of its complexity.
It is a measure of how many defects are likely to occur per million opportunities (DPMO). The greater the sigma number, the fewer the defects. Products produced at a Six Sigma level of quality operate virtually “defect free” by definition, with only 3.4 DPMO.
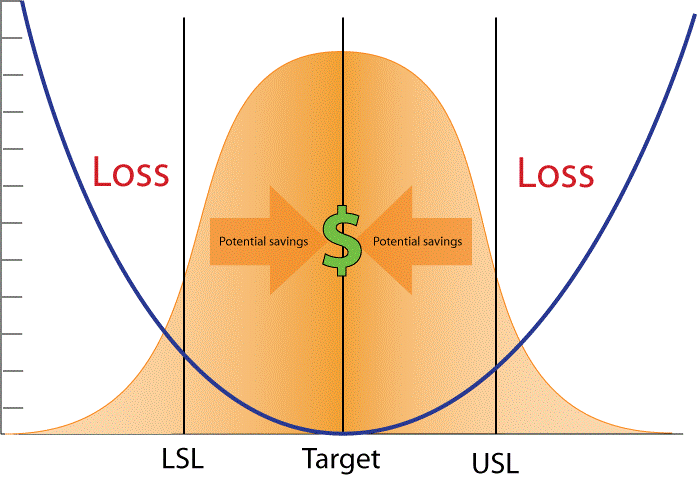
6 Sigma and DMAIC – Normal Distribution
How does DMAIC give a competitive edge ?
Getting a competitive edge through cost reduction begins with understanding where a business can get profit with the following providing the examples between the old and new way that’s done.
Old Model: Cost + Profit = Selling Price
New Model: Selling Price –Cost = Profit
Price is mostly controlled by what the market will bare. (Basic supply and demand), cost is mostly controlled by us, the manufacturer. So our greatest competitive edge is cost reduction.
We reduce cost by Leaning our processes.
The DMAIC problem solving process enable manufactures to reduce operating costs as follows:
Define, Measure, Analyze, Improve and Control (DMAIC) is a problem-solving framework utilized to reduce the causes of variation and defects. The 5 phases that make up the DMAIC framework are as follows:
The Define Phase
The Define phase provides the team with the opportunity to clarify goals and the potential value of the project. Usually enabling the sponsor to understand where the value to the business can be created against required resources and time.
The Measure Phase
In this phase, you gather the data that describes the nature and extent of the problem. The data collection tools used in this phase will be used to measure improvement in later phases. Some of the measurement techniques used are control chats, normal distribution and histograms to name but a few.
The Analyze Phase
In the Analyze phase, you should have a significant amount of data accumulated from the previous phases. The objective of this phase is to make sense of the data and identify the cause and effect relationships that produce the objective of your project. Typically a fish bone diagram is used to identify the root causes.
The Improve Phase
During the previous phases, you and your team thought creatively about the problem you are trying to improve. In the Improve phase, you need to shift from thinking broadly to a focused and practical mindset. You now know the causes, what specific changes you can make in the process to counteract these causes, and what methods are required to achieve the desired effect.
The Control Phase
The purpose of the Control phase is to capture and maintain the gains made until new technology and data show that there is a more optimized process.
In the next article in will give examples of how the define phase can be completed at your organization.
We really hope you have found this article of value and that it has inspired you to learn more about 6 Sigma and DMAIC, just remember the hardest part of any journey is getting started but once begun you will learn it’s an enjoyable and rewarding experience that can improve your organization’s culture and performance in a very positive way.
“Operate at your optimum with Weigh Label”